


iWAVER TISCH-WELLENLÖTMASCHINE Vorführmodell
Lieferzeit
3-5 Tage
1 an Lager
Nur 1 übrig
SKU
MET-iWAVE 1111-1
CHF 14’800.00
Exkl. 8.1% MwSt. ,
exkl. Versandkosten
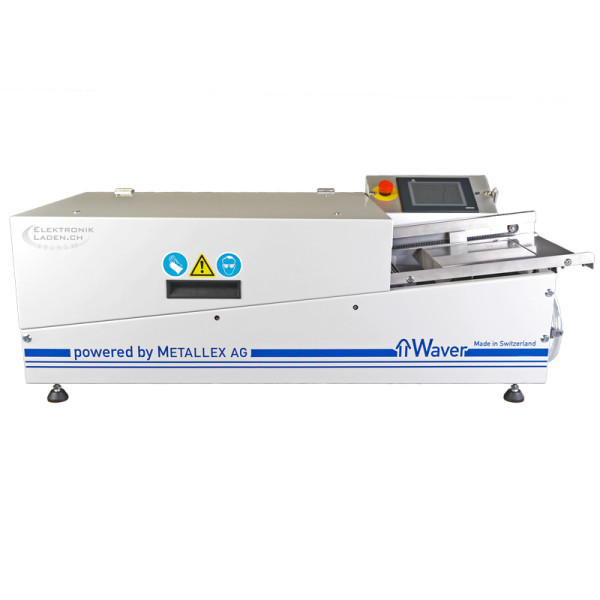
iWAVER Tisch-Wellenlötmaschine
Vorführmodell
Kleinst-Wellenlötmaschine mit Pendelführung des Printrahmens, 230 Volt Anschluss
Vorführmodell Neuwertig
Inklusiv Befüllung - 42kg Lötzinn SN100C (Sn99.3Cu0.7NiGe)
Preis ab Lager Oetwil am See.
Flussmittelzufuhr über Schaumfluxmodul und dem Flussmittelkamin (Auslassbreiten 29mm oder 7mm). Separate Flussmittelpumpe im System integriert.
Leiterplattenhalter mit Titanklammerleisten, verstellbar.
Ausgestattet mit 2 Luftmessern (über externe Druckluft gespiesen oder mit zus. Drucklufterzeuger) und einer Heissluft-Vorheizzone (Konvektion).
Mit getakteten Fahrwegen effizient und prozessbezogen programmierbar.
Intelligenter modularer Maschinenaufbau mit freiliegender Wellenführung (einfachster und werkzeugfreier Ausbau des Wellenantriebes möglich).
Programmierbar (39 Programmplätze) und mit einfachster Menüführung bedienbar.
Umfangreiches Zubehör wird mitgeliefert.
Abluftschlauch, Ventilator, Druckluftgenerator als Sonderzubehör erhältlich.
iWaver Tisch-Wellenlötmaschine
Die iWaver Tisch-Wellenlötmaschine / iWAVE 1111 besticht durch ihre platzsparende, kompakte Bauweise und ihr effizientes Wärmemanagement (Konvektion). ‚All in one‘ ist in dieser Grösse einzigartig und unterstreicht das Bestreben der Konstrukteure, die Anforderungen aus dem Markt konsequent in eine Maschine dieser Preisklasse umzusetzen.
In dieser Maschine sind alle für den Lötvorgang im Wellenlöten notwendigen Voraussetzungen vorhanden und aufeinander abgestimmt. Im Gegensatz zur Durchlaufanlage bietet die im Pendelverfahren betriebene iWaver einen platzsparenden und übersichtlichen Lötprozess an, welcher auch durch ungeschultes Personal innert kürzester Zeit erlernt werden kann. Getaktete Fahrwege über der Schaumfluxwelle sorgen für die geforderte unterseitige Benetzung der Leiterplatte und der Bauteile. Es stehen 2 verschieden breite Flussmittel-Steigkamine für die Dosierung des Schaumflussmittels (mit den Auslassbreiten 29mm und 7mm) zur Verfügung. Der Druck der Schaumwelle kann über die elektronisch geregelte Flussmittelpumpe vorbestimmt werden.
Nach Passieren des Flussmittelmoduls überfährt der eingespannte Print (Printrahmen mit Mittelsteg für die optimale Bestückung) ein erster Luftmesser. Die beiden fest eingebauten Luftmesser werden über einen Druckluftanschluss mit max. 8 Bar gespiesen und ein ausgeklügeltes Rohrsystem heizt die Luft auf ca. 180°C auf. So wird einerseits überflüssiges Flussmittel von der Printunterseite weggeblasen, andererseits sorgt der dosierbare Heissluftstrahl für die Benetzung bei THT-Lötstellen im Durchsteckbereich. Gleichzeitig dient dieser ‚Luftvorhang‘ während des Lötvorganges als Sperre für neu eindringende Kaltluft in den Wellen und im Heizzonenbereich.
Im Weiteren wird der Lötrahmen mittels Kettenantrieb über die sich im ‚Stand-by‘-Modus befindlichen Lötwelle gezogen und bis zum Haltepunkt über der Konvektions-Heiz-Zone geführt. Dabei passiert die eingespannte Baugruppe das zweite Luftmesser, welches unmittelbar nach dem Lottiegel eingebaut ist (der Luftstrahl kann bei beiden Luftmessern mittels Inbusschlüssel im Anstrahlwinkel verändert werden).
Sofort nach Erreichen des Endpunktes über der Lochplatte in der Vorheizzone wird über ein Heissluftgebläse die Vorheizung der Baugruppe eingeleitet. Dabei steht der Fahrrahmen still und die Energieaufnahme regelt sich somit über die vorher eingestellte Verweilzeit. Dabei sorgt ein in die Innenseite des Deckels eingebaute Blechleiste für ein effizientes Umluft-System (Konvektion), welches vom zweiten Luftmesser zusätzlich zur Zirkulation angeregt wird. Die Erreichung der notwendigen Temperaturen unter- und oberseitig sind entscheidend für gute Lötergebnisse. Vor allem beim Einsatz von wasserbasierenden Schaumflussmitteln, welche mit Aktivatoren auf Salzbasis ausgestattet sind (empfohlen BeCe ENVIRE FLUX 8305) müssen vom Wasser als Träger der Aktivatoren vor dem eigentlichen Lötprozess befreit werden.
Die Vorheizung schaltet sich beim Verlassen der Baugruppe aus der Heizzone automatisch ab und die vorprogrammierte Wellenhöhe wird automatisch mittels Erhöhung der Pumpendrehzahl erreicht. Ein am vorderen Ende des Fahrwagens angebrachtes Titan-Abstreifblech entfernt stehende Oxydzonen auf der Lotwelle so, dass der nachfolgende Print mit frischem und sauberem Lot benetzt werden kann. Nach Erreichen der Ausgangsposition am Beginn des Fahrweges gehen alle Systeme in den ‚Stand-by‘-Modus (Lötwelle auf eingestellte Minimalhöhe, Luftmesser auf Leerlauf, Flussmittelwelle auf Minimalhöhe).
Der Fahrwagen mit der eingeklinkten Baugruppe kann manuell aus der Aluminiumschiene und dem Aluminiummitnehmer entfernt werden und für die Entstückung im mitgelieferten Entstückungs-/Bereitstellungsrahmen eingeführt werden. Ein grosses Plus der iWaver stellt die einfache Bedienbarkeit und die in kürzester Zeit durchführbaren Reinigungs- und Wartungsarbeiten dar. Der über 2 fix eingebaute Wellen geführte Antrieb (inkl. Motor) schwingt sich selbstzentrierend ein und kann nach lösen der Steckerverbindung mit einem Griff aus der Halterung entfernt werden (Ausbau ohne Werkzeug). Der für die Wellenformung notwendige Kanal und die dazugehörige Austrittseinheit werden mit 2 sichtbaren Schrauben im Bad verankert und sind mit einer einfachen Schraubendrehung vom Lotbad trennbar.
Eine Reinigung ist somit innert 10 Minuten vollständig durchführbar und falls das Lotbad abgeschöpft werden muss, benötigt der Anwender gerade weitere 10 -15 Minuten zur vollständigen Entleerung des Tiegels.
Markieren Sie die Artikel, um Sie dem Warenkorb hinzuzufügen
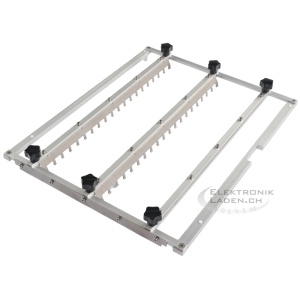
Leiterplattenhalter mit 2 Klemmleisten und Mittelsteg zu iWAVER
CHF 430.00
Exkl. 8.1% MwSt. ,
exkl. Versandkosten
0 an Lager
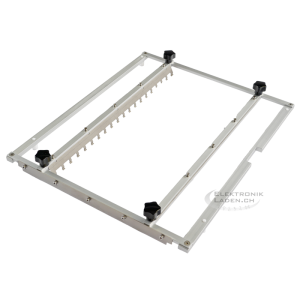
Leiterplattenhalter mit 2 Klemmleisten zu iWAVER
CHF 325.00
Exkl. 8.1% MwSt. ,
exkl. Versandkosten
0 an Lager

Mittelsteg für Leiterplattenhalter zu iWAVER
CHF 199.00
Exkl. 8.1% MwSt. ,
exkl. Versandkosten
0 an Lager
